


联系我们

DN600球墨铸铁管灌南县行情
发布时间:2024-07-06 04:07:51 浏览次数:2 公司名称:[海南]格瑞管业
| 最小起订 | 1 |
|---|---|
| 质量等级 | 一级 |
| 是否厂家 | 是 |
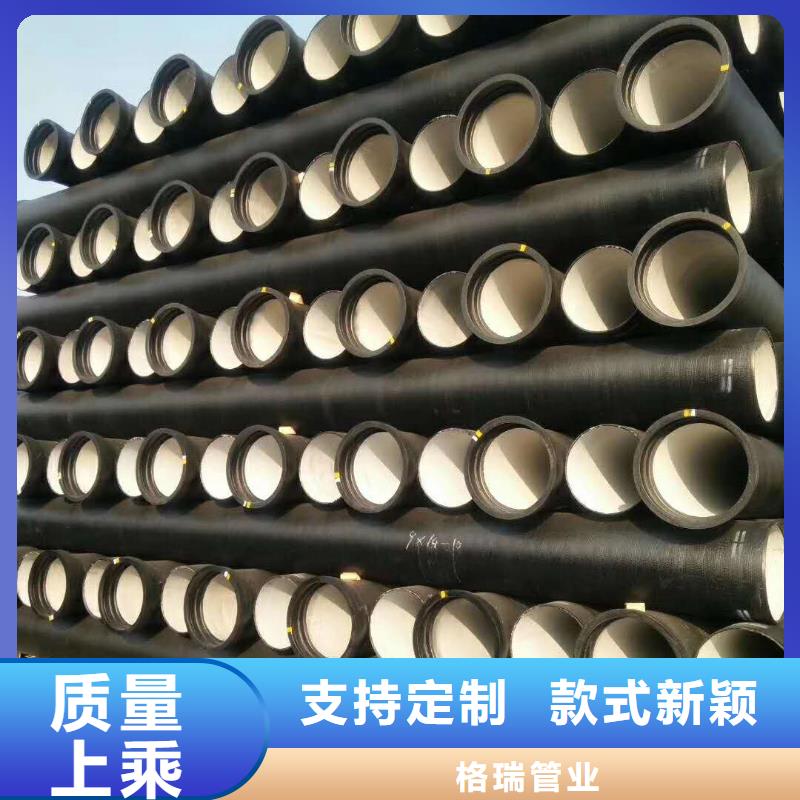
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
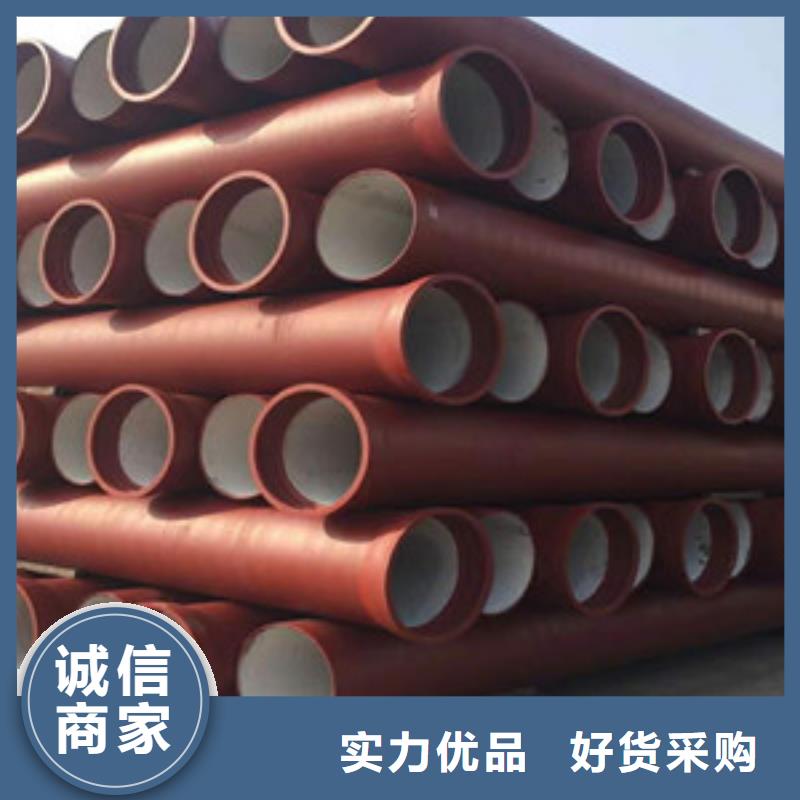
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
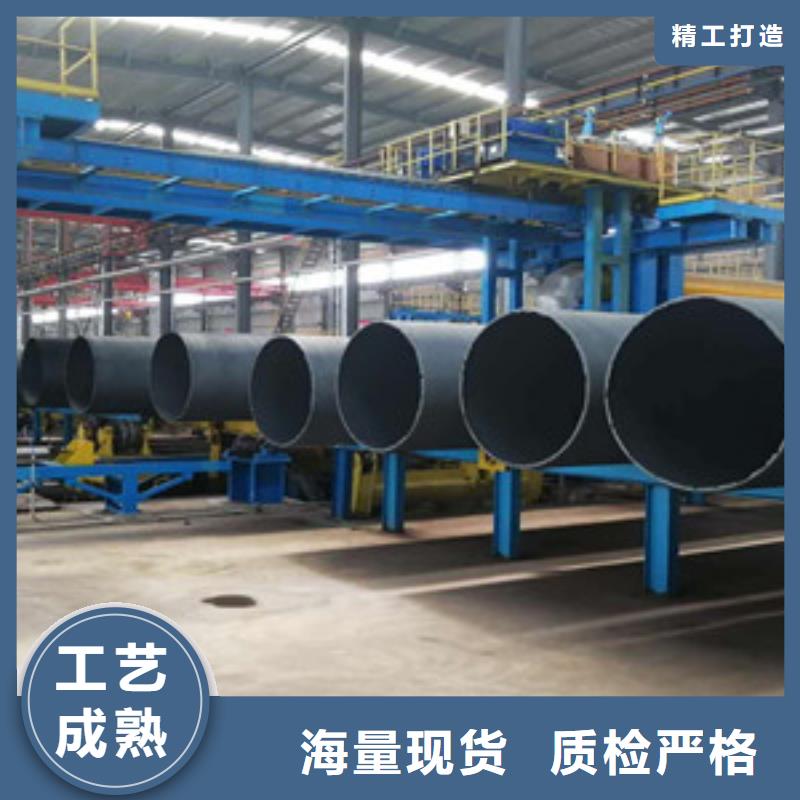
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |







海南球墨铸铁管的连接方式安装程序为:清理承口插口→清理胶圈→上胶圈→下管(排管)→在插口外表和胶圈上刷润滑剂→顶推管子使之插入承口→检查。 安装要点: ①、清理管口:将承口内的所有杂物清除擦洗干净。 ②、清理胶圈、上胶圈:将胶圈上的粘着物清擦干净,把胶圈弯为“梅花形”或“8”字形装入承口槽内,并用手沿整个胶圈按压一遍,或用橡皮锤砸实,确保胶圈各个部分不翘不扭,均匀地卡在槽内。根据我们的观察,近年来每年海南球墨铸铁管厂家变化均呈现着一定的规律:规律一,春节后钢价均会出现一波上涨行情,但时间幅度差别较大,这主要是由节后对需求好转预期所致。
唐山港集团为全力确保“公转铁”目标实现,将打破传统运输格局,不断提高矿石疏港列车的开行频率,助推建设生态唐山,实现绿色发展。今年以来随着公司产品的工艺水平不断提高产品品质得到了快速提升产品在海外市场认可度越来越高针对海外市场日趋强烈的需求早在今年3月下旬开始广东新兴就提前为海南球墨铸铁管的出口销售工作做准备积极开拓国外市场抢在投产前了外贸出口备案及登记注册手续为产品顺利出口打通了渠道。在生产过程中广东新兴全体员工严格依照用户的技术协议和质量标准组织攻关对每一道工序都进行了精密把控通过30多天连续奋战克服了生产周期短、配套件短缺等诸多困难顺利完成了首批生产任务。目前第二批出口塞内加尔的海南球墨铸铁管也即将陆续发往阳江港等待发运。 
海南球墨铸铁管生产和使用过程中必不可少的工序,是保证产品质量,生产安全的重要工序气体泄漏的检测包括有毒气体的泄漏检测、可燃气体的泄漏检测以及气密性检测。前两者多半可以通过化学传感器的方法来进行检测 通常是在元件或系统使用过程中进行检测。如果有合适的传感器 其方法相对简单。本文中介绍的气密性检测。海南球墨铸铁管一般是在元件或系统制造过程中进行检测,通常需要定量检测 而且要求快速、大量地在生产现场进行。需视它们的熔点、氧化性和密度等而定。为了便于高熔点铁合金的熔吸,除控制粒度外,采用发热合金剂或喂丝加入法是比较理想的措施。实践表明,将一部分与硅系孕育剂一起加入,对孕育有加权作用。在可能的情况下,推迟低合金化元素的加入时机,对性能影响有利。
断面严重氧化无金属光泽裂口沿晶粒边发生和发展外形曲折而不规则的裂纹长度为70mm~2 0 0mm。)冷裂纹。裂纹断面表面光洁有金属光泽称冷裂纹长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹一般长度为70mm~10 0mm。 海南球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹3)热裂纹。 